
Où a besoin de cercles métalliques ? Pour de nombreux produits métalliques emboutis, il doit d’abord fabriquer des cercles métalliques, puis fabriquer le produit avec un moule d’emboutissage profond, tel que le couvercle du moteur, le boîtier du filtre, le boîtier de la batterie, etc. utilisé dans les pièces automobiles métalliques, le pot intérieur du cuisinier électrique, le bol, etc. ustensiles de cuisine en métal, c’est donc la première étape pour produire les cercles métalliques.
Comment faire les cercles métalliques ? Il peut généralement être produit par des matrices d’emboutissage ou des machines de découpe laser. Pour la production de masse et les exigences d’efficacité de production à grande vitesse en grande quantité, il convient produit par des poinçonneuses avec des matrices d’emboutissage, pour plusieurs produits de différentes tailles et des cercles métalliques à petite échelle, il présente de grands avantages produits par des lignes de découpe laser alimentées par bobine.
Avantages de la ligne de suppression de cercle métallique en zigzag par rapport à la ligne de suppression de cercle métallique sans zigzag.a). RÉDUCTION DES REBUTS
b). Dans un premier temps, ce type de ligne a été conçu pour EXPLOITER TOUTE LA LARGEUR DE LA BOBINE, réduisant au minimum la distance entre le disque et le disque aux bords de la bande, avec une RÉDUCTION CONSÉQUENTE DE LA QUANTITÉ DE DÉCHETS. Généralement, nous utilisons 2 mm comme distance. Cette réduction est réalisée en évitant l’utilisation de matrices multiples coûteuses et peu flexibles.
a.EVITER TOUTE PHASE DE TRAVAIL ULTÉRIEURE b.Comme il est possible de découper toute la largeur de la bande, cette technologie permet donc de RÉDUIRE D’AUTRES PHASES DE TRAVAIL, telles que la réduction de la bobine en bobines de plus petite largeur (= refendage), qui sont généralement appliquées dans la production de disques et représentent à la fois des coûts supplémentaires et la possibilité d’endommager la surface de la bobine (en particulier avec de l’aluminium). FLEXIBILITÉ
MOINS DE TEMPS D’ATTENTE : lors du changement de la taille de production (diamètre), il suffit de changer la matrice et de modifier le réglage de l’IHM.
LARGE GAMME DE PRODUCTION : la même ligne peut déblayer différents matériaux, sans aucun changement ou modification. Le réglage de la disposition du disque dans la bande n’est pas limité. N’importe quelle trajectoire de poinçonnage peut être définie par l’utilisateur.
Comment choisir la ligne de découpage de cercle métallique appropriée ? Il est basé sur le type de matériau de l’utilisateur, la largeur du matériau, l’épaisseur, le poids max. de la bobine, le type de poinçonneuse (poinçonneuse de type C ou H) et les exigences en matière d’efficacité de production, etc.
Choix de ligne de suppression de cercle métallique n° 1. (avec PIT, efficacité de production à grande vitesse) Convient aux matériaux minces et moyennement épais.
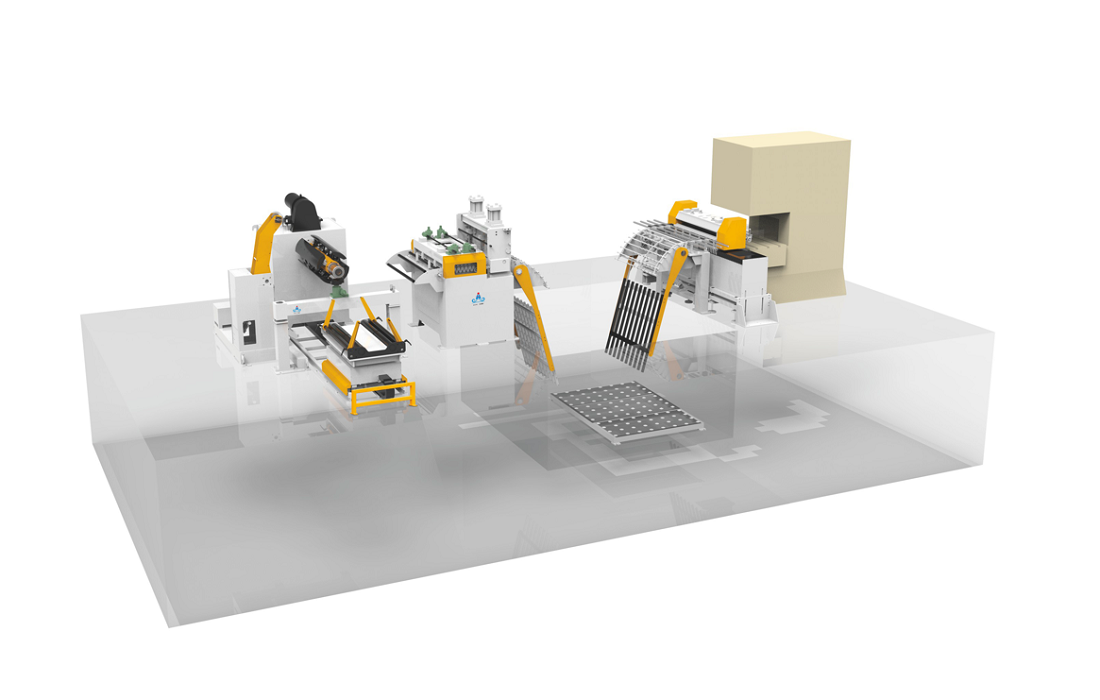
Composé de la ligne de découpage de cercle métallique Le dévidoir rembourse les bandes et rend la surface de la bande plate et élimine la contrainte intérieure par la machine de redresseur de bobine, si le matériau est un peu épais, il peut correspondre à un ensemble de cisaillement hydraulique de ferraille à la sortie du redresseur pour couper la tête de bande. Il a réglé PIT entre le redresseur et le servo-alimentateur en zigzag, il peut stocker suffisamment de boucles dans la fosse afin d’augmenter la vitesse d’alimentation et d’augmenter l’efficacité de la production. La taille et la profondeur de la fosse étaient basées sur la largeur et l’épaisseur du matériau, les exigences en matière d’efficacité de production, etc. De plus, il place le pont de support à la fois à la sortie du redresseur et à l’entrée du servo d’alimentation en zigzag, de sorte qu’il peut facilement guider, soutenir et insérer la tête de bande dans l’alimentateur en zigzag.
1. Dérouleur à usage intensif avec voiture de chargement-Dérouleur fixé au sol 2. Redresseur de bobine de précision (partie facultative de la cisaille hydraulique de ferraille)-Redresseur fixé au sol 3. Servo-alimentateur en zigzag 4. Pont de support à la sortie du redresseur et à l’entrée de l’alimentateur en zigzag + table de support en boucle avec capteur au sol de la fosse Poinçonneuse de type cadre C ou poinçonneuse de type cadre H 6. Matrices de découpage de cercle métallique 7. Cisaille / coupeuse de ferraille ou enrouleur de bande de ferraille 8. Bande transporteuse de produit et bande transporteuse de pièces de rebut (en fonction du besoin réel) 9. Collecteur automatique de cercle en métal (pièce en option)
Pour le servo-alimentateur en zigzag, si le matériau est plus épais que 1,5 mm et le matériau de CR, HR, SS, GI, etc. Il doit être équipé de 4 rouleaux d’alimentation afin d’avoir une force de pincement suffisante car il y a beaucoup de force de traction pour le stockage de la boucle d’acier dans la fosse. Si la poinçonneuse choisit le type de cadre C, elle doit envisager d’alimenter la bande dans le sens avant ou latéral de la presse. Si la bande d’alimentation du côté gauche ou droit de la presse doit être une poinçonneuse de type gorge profonde, la profondeur de la gorge était basée sur la largeur du matériau et la taille du cercle, etc. La bande métallique peut être coupée en morceaux par un coupe-ferraille installé à l’extrémité des matrices d’emboutissage ou à une cisaille de ferraille indépendante, les bandes de ferraille métallique peuvent également être enroulées en bobines de ferraille par une machine à enrouler un ensemble.
Si la bande d’alimentation de l’avant de la presse de type C est nécessaire. Il n’a pas besoin d’augmenter beaucoup la profondeur de la gorge et peut économiser le coût de fabrication de la poinçonneuse, les déchets doivent être coupés en morceaux par le cutter installé à la fin des matrices d’emboutissage. Il ne peut pas adopter un cisaillement indépendant de la ferraille ou s’enrouler en bobines de ferraille pour le type d’alimentation frontale. Si la poinçonneuse adopte le type de cadre en H, elle alimentera la bande dans la direction avant, la ferraille peut être coupée en morceaux ou enroulée en bobines de ferraille. Les cercles métalliques peuvent être transportés à partir du bas des matrices de découpage de cercle métallique et tomber sur la bande transporteuse de produit, puis ils peuvent être collectés par un dispositif de collecte automatique de cercle métallique ou une boîte de produit.
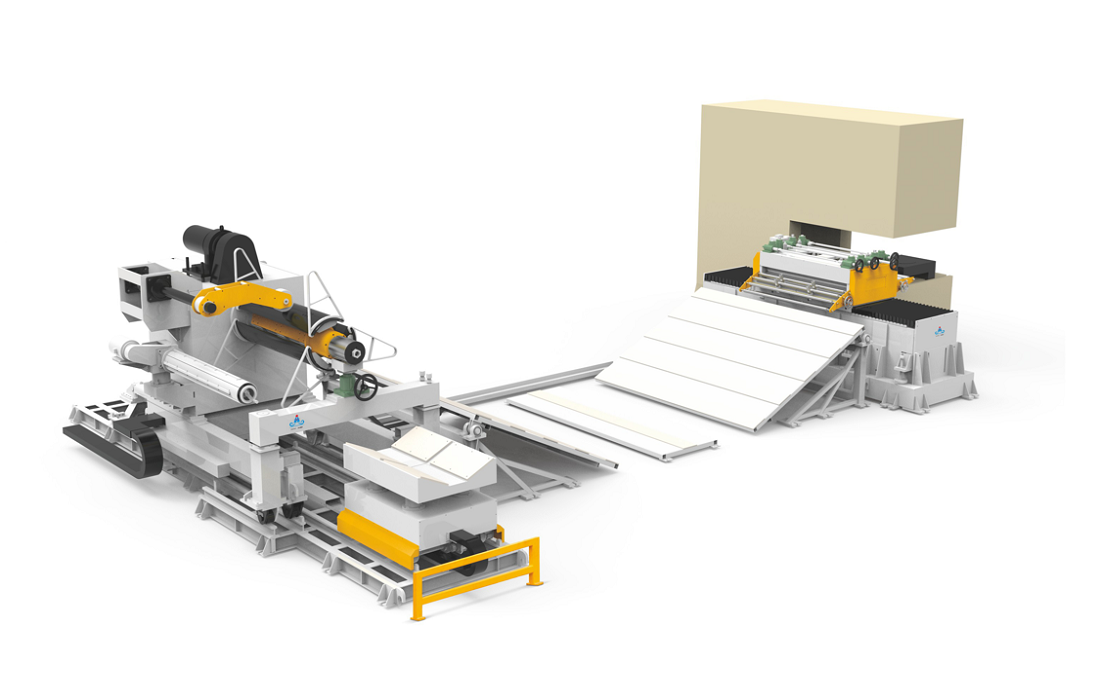
Choix de la ligne de diffrage de cercle métallique n° 2. (SANS PIT, efficacité de production à grande vitesse) Convient aux deux matériaux minces, généralement moins de 2,0 mm d’épaisseur.
Composé de la ligne de découpage de cercle métallique
a.ZIGZAG Dérouleur à usage intensif avec voiture de chargement-Le dérouleur est de type zigzag b.Redresseur en zigzag, servo alimentateur-redresseur et servo alimentateur combinés en une seule machine et de type zigzag C.Table de support à boucle avec capteur entre le dérouleur et le redresseur Zigzag Poinçonneuse de type cadre d.C ou poinçonneuse de type cadre H e.Matrices de découpage de cercles métalliques f.Cisaille/coupe-ferraille ou enrouleur de bande de ferraille g. Bande transporteuse de produit et bande transporteuse de pièces de rebut (en fonction du besoin réel) h.Collecteur automatique de cercle métallique (pièce en option)
Il est combiné en une seule machine de redresseur de précision et de servo alimentateur en zigzag, économisant des coûts sur la pièce de redresseur et le dérouleur est de type ZIGZAG, oscillant de manière synchrone avec l’alimentateur de redresseur ZIGZAG, de plus, il n’a pas besoin de régler PIT entre le dérouleur et l’alimentateur de redresseur en zigzag, de sorte qu’il économise le coût de la fosse et occupe moins d’espace, il peut également assurer une efficacité de production élevée. Mais c’est principalement pour les matériaux minces de moins de 2,0 mm d’épaisseur, ce n’est pas très approprié pour les matériaux épais.
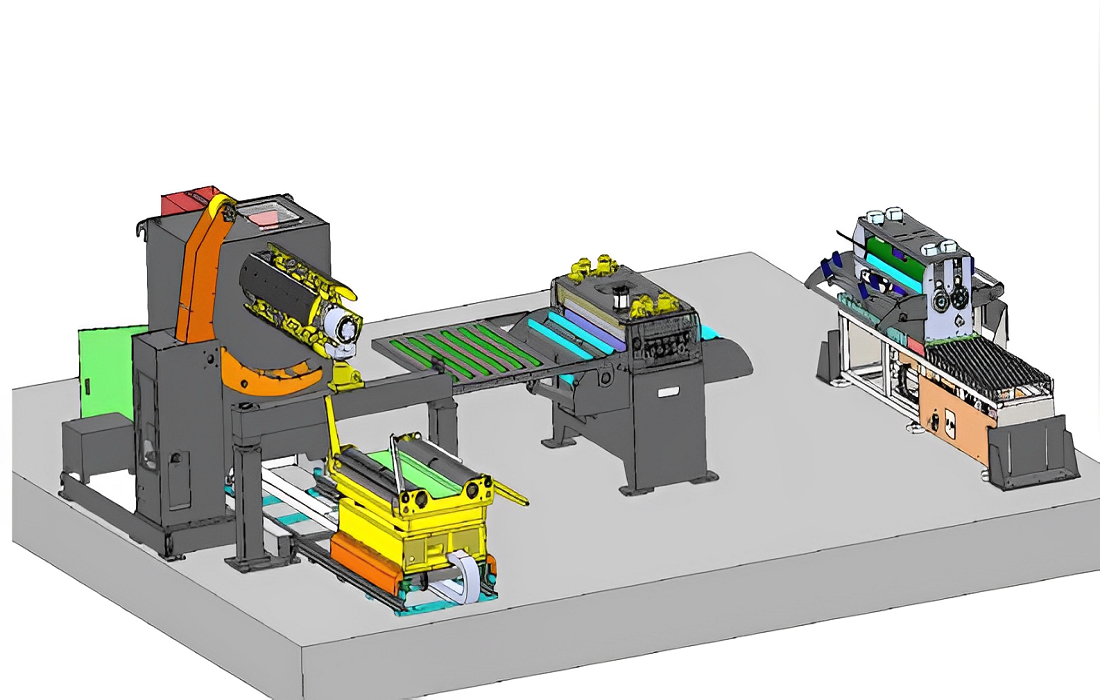
La poinçonneuse peut être de type C ou de type H, elle peut se référer à la description dans le choix de ligne de ligne de suppression de cercle métallique n ° 1. Choix de ligne d’effacement de cercle métallique n° 3. (SANS FOSSE, vitesse normale produisant efficacité) Convient aux matériaux minces.
Composé de la ligne de découpage de cercle métallique
a. Dérouleur à usage intensif avec wagon de chargement-Dérouleur fixé au sol b.Redresseur de bobine de précision-Redresseur fixé au sol c.Servo d’alimentation en zigzag D.Table de support LOOP avec capteur entre le dérouleur et le redresseur Zigzag Poinçonneuse de type cadre EC ou poinçonneuse de type cadre H f. Matrices de découpage de cercles métalliques g.Cisaille / coupe-ferraille ou enrouleur de bande de ferraille h. Bande transporteuse de produit et bande transporteuse de pièces de rebut (en fonction du besoin réel) i. Collecteur automatique de cercle métallique (pièce en option)
Le dévidoir rembourse les bandes et rend la surface de la bande plate et élimine la contrainte intérieure par la machine de redressement de bobine, puis les bandes ont été tirées manuellement et sont arrivées au servo-chargeur en zigzag. La poinçonneuse peut être de type C ou de type H, elle peut se référer à la description dans le choix de ligne de ligne de suppression de cercle métallique n ° 1.
Partager cet article :